Découpage d'un objet STL dans Cura

Utilisation d'un logiciel de modélisation 3D pour créer l'objet.
Le logiciel de modélisation 3D va créer un fichier au format STL, OBJ, etc ...
Le type de format (STL, OBJ, etc...) n'est pas utilisable directement par les imprimantes 3D, il faut "convertir" le fichier STL dans un format gcode qui est utilisable par les imprimantes 3D.
Fichier 3DBenchy.stl
Découpage du fichier 3DBenchy.stl
Création d'un fichier CE_3DBenchy.gcode
L'action de [Découpage] va découper l'objet en tranche et créer le fichier gcode qui sera utilisé par l'imprimante 3D pour imprimer l'objet.
Avec une imprimante Créality Ender, Cura va ajouter CE_ au nom du fichier STL pour le fichier gcode
3DBenchy.stl - - - - > CE_3DBenchy.gcode
Découpage (STL en Gcode)


Vous êtes en mode [Préparer]
Vous avez effectué tous vos réglages et vous pouvez découper l'objet (fichier STL).
Cliquer sur [Découper]
Cura vous affiche les informations ci-dessous:
- Temps d'impréssion
- Quantité de filament utilisé (poids et longueur)
Cliquer sur le i (information), vous affichez le détail
- Estimation de durée
- Estimation du matériau
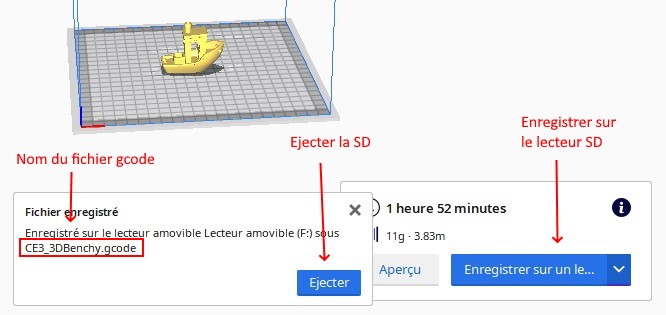
Si la carte SD est connectée à votre ordinateur (via l'adaptateur).
Cliquer sur [Enregistrer sur le lecteur], et Cura enregistrera automatiquement le fichier gcode sur la SD
Cliquer sur [Ejecter] pour éjecter la SD
Si la carte SD n'est pas connectée à votre ordinateur
Cliquer sur [Enregistrer sous fichier], et Cura enregistrera le fichier gcode sur votre ordinateur
Sélectionner votre dossier et cliquer sur [Enregistrer]
Il faudra ensuite copier le fichier gcode de votre ordinateur vers la carte SD
Aperçu - vue en couches

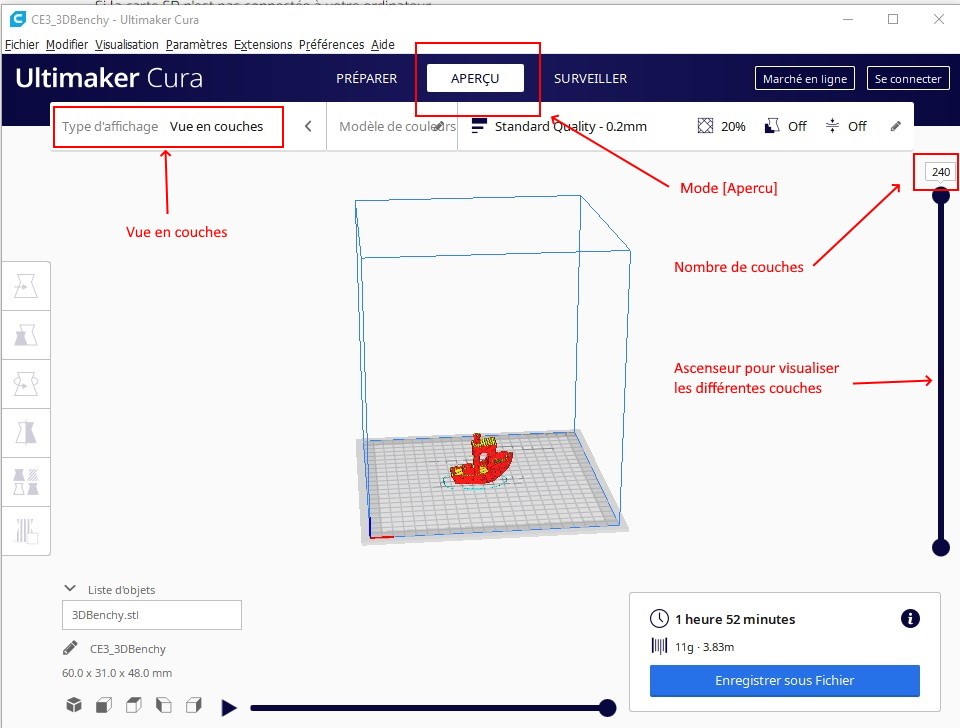




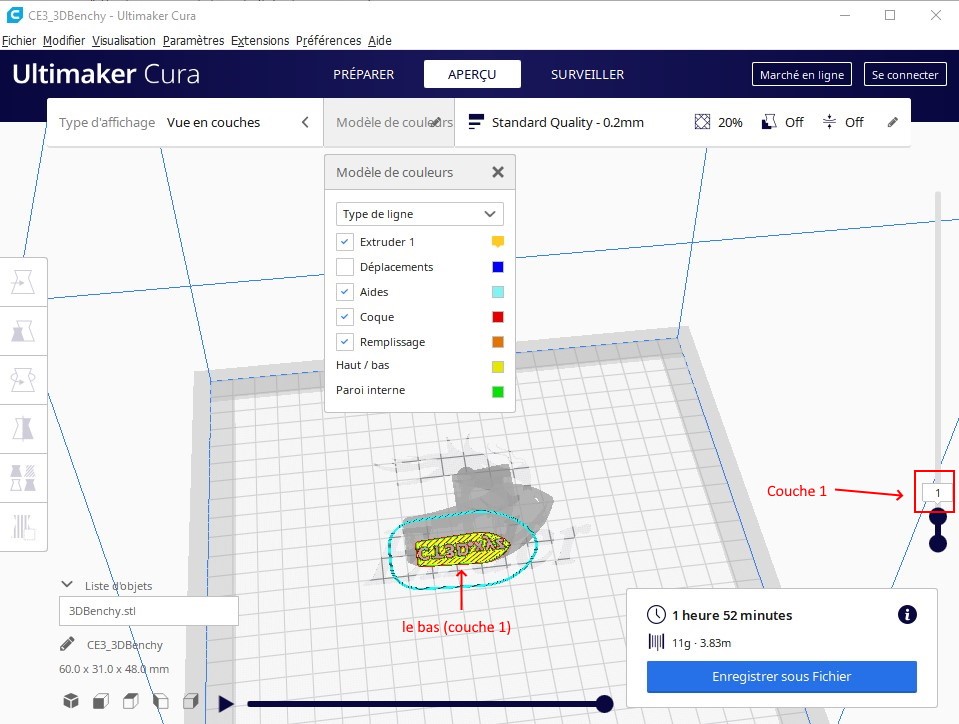
Cliquer sur [Aperçu] pour visualiser le découpage
Type d'affichage: Vue en couche
- l'objet change de couleur (Les couleurs sont fonction du type de filament utlisé)
- affichage du nombre de couches
- ascenseur poiur visualiser les couches
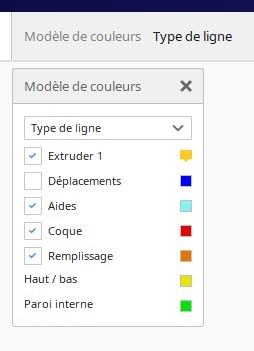
Cura affiche les couleurs:
LES COULEURS SONT FONCTION DU TYPE DE FILAMENT UTILISE
- Extruder 1: Jaune (PLA)
- Déplacement:: Bleu foncé
- Aides: Bleu clair
- Coque: Rouge
- Remplissage: Marron
- Haut/Bas: Jaune
- Paroi interne: Vert
Effectuer une rotation de l'objet pour visualiser
- la jupe (Aides) en bleu clair
- la coque en rouge
- le haut/bas en jaune
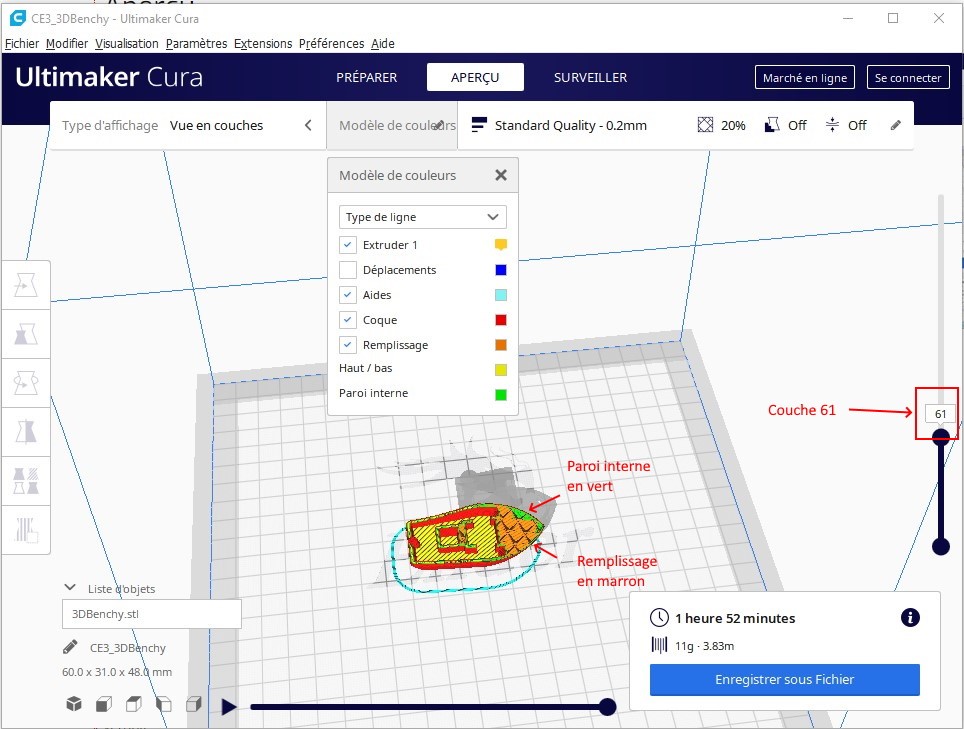
Si vous découcher "Coque", vous visualisez
- le remplissage (en marron)
Si vous cochez "Déplacement", vous visualiser
- le déplacement (en bleu foncé)
Déplacer l'ascenseur pour visualiser les différentes couches ...
Exemple:
- Couche 117, Paroi interne en vert
- Couche 61, Paroi interne en vert et remplissage en marron
- Couche 1, le bas
Aperçu - visualisation par rayons X
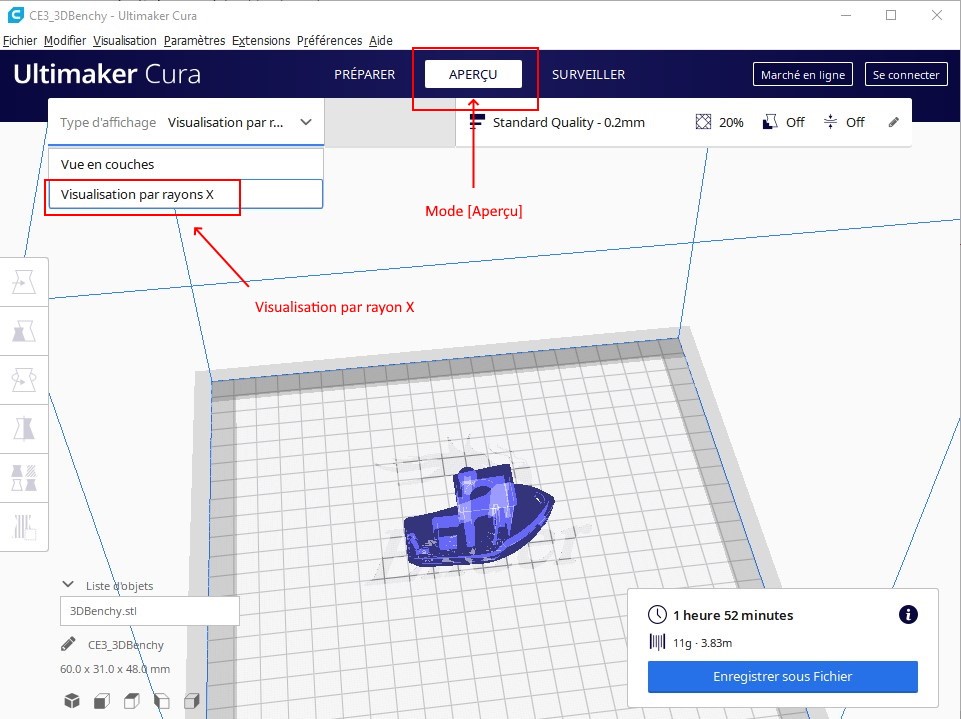
Mode: Aperçu
Type d'affichage: Visualisation par rayons X
gcode

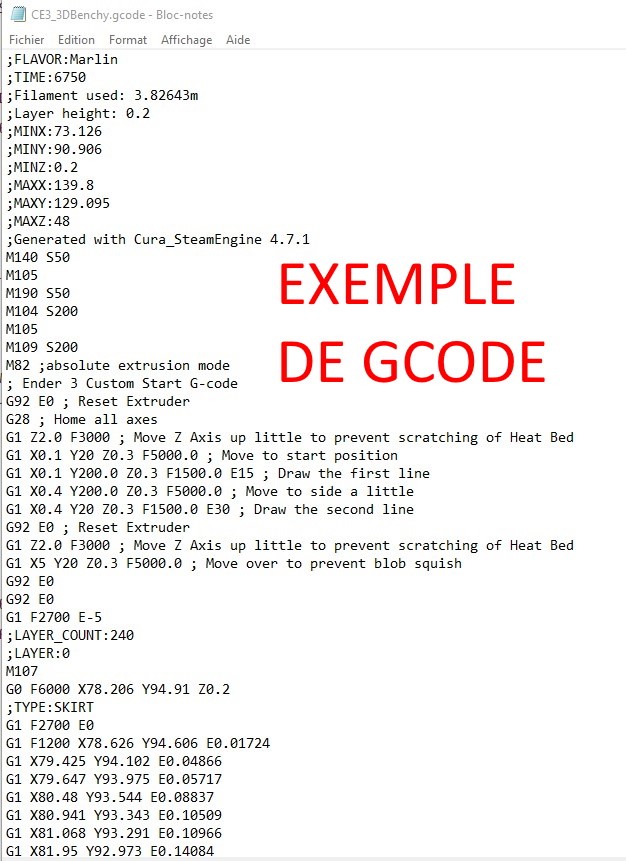
Exemple de gcode
Fichier CE_3DBenchy.gcode
;FLAVOR:Marlin
;TIME:6750
;Filament used: 3.82643m
;Layer height: 0.2
;MINX:73.126
;MINY:90.906
;MINZ:0.2
;MAXX:139.8
;MAXY:129.095
;MAXZ:48
;Generated with Cura_SteamEngine 4.7.1
M140 S50
M105
M190 S50
M104 S200
M105
M109 S200
M82 ;absolute extrusion mode
; Ender 3 Custom Start G-code
G92 E0 ; Reset Extruder
G28 ; Home all axes
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position
G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish
G92 E0
G92 E0
G1 F2700 E-5
;LAYER_COUNT:240
;LAYER:0
M107
G0 F6000 X78.206 Y94.91 Z0.2
...... etc ....
...... etc ...
G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionning
G1 X0 Y220 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
M82 ;absolute extrusion mode
M104 S0
;End of Gcode