Sonde Z-Probe - CNC 3018 Pro

La sonde Z-Probe permet de déterminer de façon précise la hauteur de la fraise sur l'axe Z sur une CNC
Vous trouverez dans le commerce des sondes prêtes à l'emploi pour quelques Euros, mais vous pouvez aussi la fabriquer.
Je vous propose en quelques lignes la fabrication d'une sonde Z-Probe pour une utilisation sur une CNC 3018 Pro avec quelques éléments de récupération et la modélisation du corps avec Fusion 360.
Matériel




Pour fabriquer votre sonde Z-Probe, vous avez besoin
- un boulon M8 (clé de 13)
- un écrou M8 (clé de 13)
- une rondelle
- une cosse à souder
- 40 cm de câble rouge et noir
- une pince crocodile
- un connecteur 2 broches

Limer le dessus du boulon pour enlever les éventuelles inscriptions.
La tête du boulon doit être parfaitement lisse
Modélisation du corps de la sonde

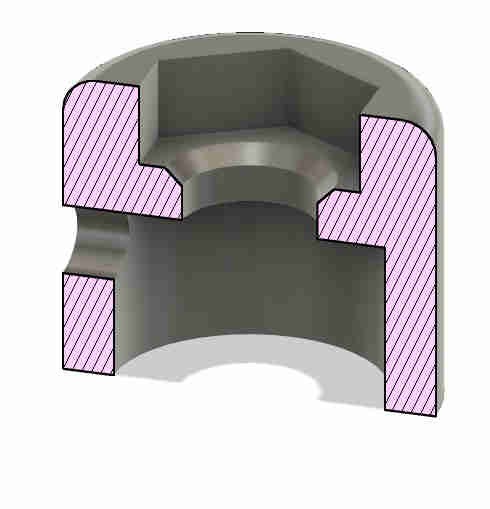
Apres avoir pris toutes les dimensions du boulon / écrou / cosse à souder / rondelle (Diamètre, longueur, hauteur, etc ...),
vous pouvez modéliser le corps de la sonde sous Fusion 360 (ou votre logiciel de modélisation).
Voici mon fichier STL zippé et réalisé avec Fusion 360
(Mon STL est prévu uniquement pour un boulon de 13)
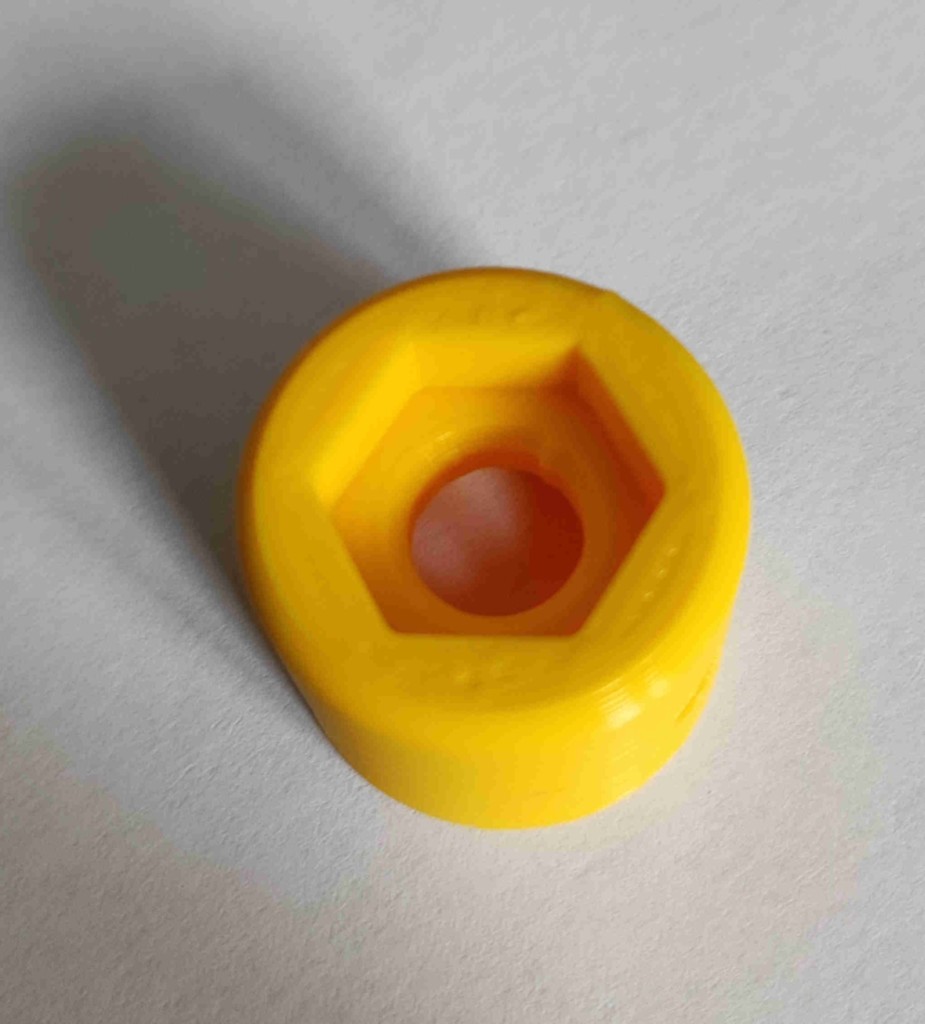
Impression 3D du corps


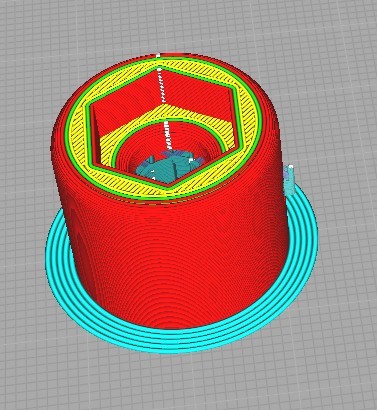
Vous pouvez lancer votre impression 3D - Logiciel Ultimaker Cura ....
- PLA 195°-215° : 205°
- Plateau : 60°
- Remplissage : 100% (Pour une meilleure solidité)
- Support : Zig Zag
- Adhérence plateau : Bordure 5 lignes
Adapter les températures en fonction du PLA utilisé
Une fois imprimé, assurez-vous que le boulon se positionne bien.
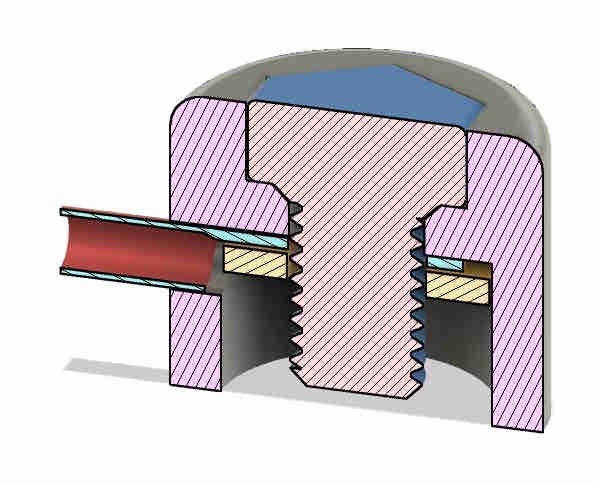
Montage de la sonde
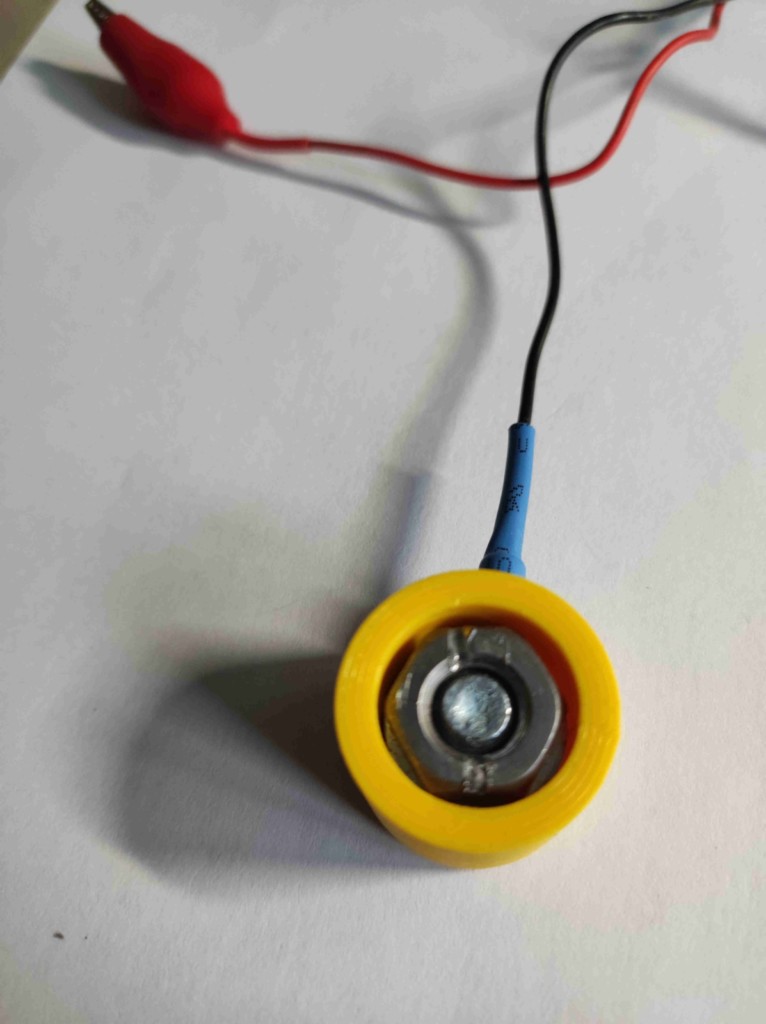
- Insérer le fil noir dans l'orifice du corps de la sonde
- Souder le fil noir à la cosse à souder
- Souder le fil rouge à la mini pince crocodile
- Souder les autres extrémités des câbles rouge et noir au connecteur 2 broches
Mettre le boulon, la rondelle, la cosse à souder dans le corps et visser avec l'écrou
Hauteur de la sonde

Mesurer de façon très précise la hauteur de la sonde.
J'ai mesuré 18,06 mm
Cette valeur est très importante pour la configuration du "Palper Z" dans GRBL
Connexion de la sonde sur la CNC
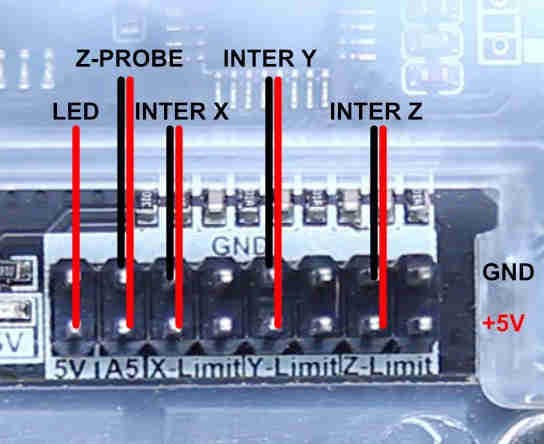
Connecter la sonde Z-Probe sur votre CNC (Voir la documentation de votre CNC)
Sur la CNC 3018 Pro, la sonde Z-Probe se connecte sur la carte de contrôle en broche A5
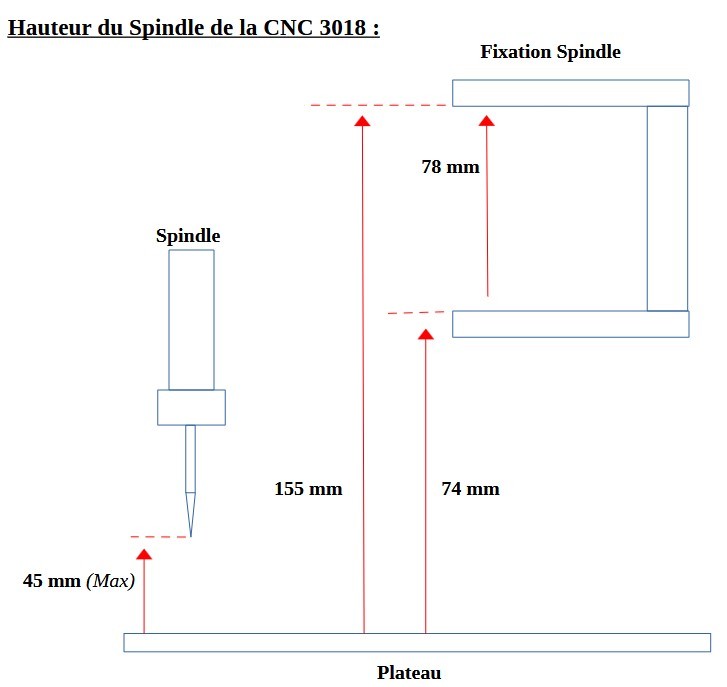
Hauteur max de déplacement en Z
Il peut être important avant de paramétrer la sonde Z-Probe dans GRBL, de mesurer la hauteur max de déplacement sur l'axe Z
J'ai installé une fraise de 38 mm de long, puis j'ai monté le spindle au max en haut pour mesurer la hauteur entre la pointe de la fraise et le plateau.
J'ai mesuré une hauteur de 45 mm.
Ma sonde Z-Probe à une hauteur de 18,06 mm.
Donc la course max de la fraise depuis sa position haute pour atteindre la sonde est de 45 mm - 18.06 mm = 26,94 mm (cette mesure ne tient pas compte de la hauteur du bois à fraiser)
Avec le paramètre Z-50, je suis très large pour le déplacement de la fraise (La valeur Z-50 doit être adaptée à votre CNC et la hauteur de votre sonde)
Après différents essais, j'ai modifié la valeur en Z-25, ce qui est largement suffisant pour ma CNC 3018 pro avec ma sonde.
Paramètrage de GRBL 1.1.7


Personnellement, pour piloter ma CNC 3018 Pro, j'utilise GRBL Candle 1.1.7
Cliquer sur le menu
- Paramètres / Réglages
Dans "Contrôle", remplacer le code "Commandes de sonde" par le code ci-dessous
G91G21G38.2Z-50F50; G92Z18.06; G0Z5M30
Attention : GRBL ne comprends pas les virgules. 18,06 doit s’écrire 18.06 (18 point 06)
18.06 est la hauteur de ma sonde mesurée précédemment
Explications:
- G91 : Mode coordonnées absolues
- G21 : Programme en millimètres
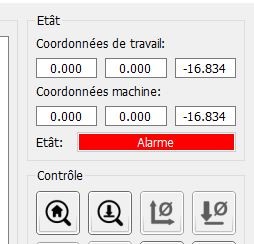
- G38.2 : Recherche de la sonde dans la distance indiquée en Z-50F50 (alarme si non trouvée -> GRBL se met en Alarme)
- Z-50F50 : Déplacement en Z de -50 mm a une vitesse de 50 mm/min pour détecter la sonde (Déplacement en Z de -50 mm est large - Voir Hauteur max de déplacement)
- G92Z18.06 : Si détection, enregistre le point 0 de l’axe Z en enlevant l’épaisseur de la sonde (soit 18.06 mm)
- G0Z5 : Déplacement rapide de +5 mm en Z
- M30 : Fin du programme
Chaque groupe de commandes est séparé par ; (un point virgule)
N’oubliez pas de modifier la hauteur de votre Z-Probe en fonction de la hauteur que vous avez mesuré (ma sonde a une hauteur de 18.06 mm).
Modification de la Hauteur pour détection de la sonde
Après plusieurs essais, j'ai constaté que pour ma CNC 3018 Pro avec ma sonde, la hauteur et la vitesse définies dans la commande Z-50F50 sont trop grandes. J'ai donc modifié les valeurs de la commande en:
- Z-25F30
Lorsque la sonde est en position haute max, la distance entre la pointe de ma fraise et le plateau est de 47 mm.
Ma sonde a une hauteur de 18,06 mm .
Soit une course maximum de 47 - 18.06 = 28.94 mm
La hauteur du bois à fraiser peut être entre 3 mm et 12 mm, et que ma fraise n'est pas toujours en position haute avant le "Palper Z", la valeur Z-25 est suffisante.
La vitesse F30 est suffisante, une valeur trop élevée pourrait endommager le bout de fraise au moment du contact avec la sonde.
Si la sonde n'est pas détectée lors de la descente de la fraise dans la plage des -25 mm, GRBL se met en erreur.
Personnalisation du Palper Z
Après plusieurs essais, j'ai personnalisé la commande Palper Z, comme indiqué ci-dessous:
- G91G21G38.2Z-25F30; G92Z18.06; G0Z5; G90G0X0Y0M30
- G91G21G38.2Z-25F30 (Coordonnées absolues et en mm , détection de la sonde sur -25 à 30 mm/min)
- G92Z18.06 (Si détection de la sonde, enregistre le point 0 de l’axe Z en enlevant l’épaisseur de la sonde)
- G0Z5 (Remonter la sonde de 5 mm)
- G90G0X0Y0 (Retour en 0XY de travail - Position de travail)
- M30 (Arrêt du programme Palper Z)
Faire un retour à la ligne à la fin de chaque groupe de commandes
Utilisation du Z-Probe avec GRBL 1.1.7
Vous avez connecté votre sonde Z-Probe à votre CNC sur la broche A5 (CNC 3018 Pro)
Positionner le bois à fraiser sur le plateau de la CNC
Faire le Zéro XY (Comme d'habitude)
Positionner la sonde Z-Probe sur le bois à fraiser et en dessous de la fraise
Pincer la pince crocodile à la fraise
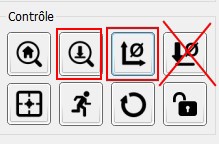
Cliquer sur le bouton [Palper Z] (Ne pas utiliser le Zéro Z)
La fraise va descendre jusqu'à toucher la sonde ...
Puis [Envoyer] votre programme ....